























































ສໍາລັບຍີ່ຫໍ້ທີ່ຄວາມລົ້ມເຫຼວຂອງ seam ບໍ່ແມ່ນຜົນໄດ້ຮັບທີ່ຍອມຮັບໄດ້, ຄວາມແຕກຕ່າງລະຫວ່າງສອງສະຖານະການດັ່ງກ່າວແມ່ນມີມູນຄ່າຄວາມເຂົ້າໃຈໃນບາງລາຍລະອຽດ.
ມາດຕະຖານ 27.12 MHz: ເປັນຫຍັງການເຊື່ອມໂລຫະ RF ຈຶ່ງແຕກຕ່າງກັນ
ຄວາມແຕກຕ່າງຫຼັກລະຫວ່າງການເຊື່ອມໂລຫະ RF ແລະການເຊື່ອມສານຄວາມຮ້ອນແບບດັ້ງເດີມບໍ່ພຽງແຕ່ປະສິດທິພາບເທົ່ານັ້ນ - ມັນແມ່ນທິດທາງຄວາມຮ້ອນຜ່ານວັດສະດຸ.
ວິທີການແບບດັ້ງເດີມ (ແຖບຮ້ອນ, ແຜ່ນຄວາມຮ້ອນ, ປືນຄວາມຮ້ອນ) ໃຊ້ພະລັງງານກັບພື້ນຜິວຂອງວັດສະດຸແລະອີງໃສ່ການດໍາເນີນການເພື່ອເຮັດໃຫ້ພາຍໃນໄປສູ່ອຸນຫະພູມທີ່ຜູກມັດ. ສໍາລັບຮູບເງົາບາງໆນີ້ເຮັດວຽກຢ່າງພຽງພໍ. ສໍາລັບຜ້າ laminate TPU ຫນາ, ຫນາແຫນ້ນທີ່ໃຊ້ໃນອຸປະກອນການກັນນ້ໍາລະດັບພຣີມຽມ, ມັນສ້າງບັນຫາພາກປະຕິບັດ: ການນໍາເອົາສ່ວນຕິດຕໍ່ພາຍໃນໄປສູ່ອຸນຫະພູມ fusion ຕ້ອງການເວລາຢູ່ພື້ນຜິວພຽງພໍທີ່ຈະມີຄວາມສ່ຽງຕໍ່ການເຜົາໄຫມ້ຫຼືການຜິດປົກກະຕິຂອງຊັ້ນນອກກ່ອນ. ປ່ອງຢ້ຽມລະຫວ່າງ "ບໍ່ພຽງພໍ" ແລະ "ຫຼາຍເກີນໄປ" ແຄບລົງຍ້ອນວ່າຄວາມຫນາຂອງວັດສະດຸເພີ່ມຂຶ້ນ.
ການເຊື່ອມ RF ຂ້າມນີ້ໂດຍການສ້າງຄວາມຮ້ອນຈາກພາຍໃນວັດສະດຸແທນທີ່ຈະດໍາເນີນການພາຍໃນ. ອຸປະກອນເຊື່ອມ RF ມືອາຊີບດໍາເນີນການຢູ່ທີ່ 27.12 MHz - ແຖບຄວາມຖີ່ວິທະຍຸ ISM (ອຸດສາຫະກໍາ, ວິທະຍາສາດ, ແລະການແພດ) ທີ່ຖືກຈັດສັນສໍາລັບອຸປະກອນອຸດສາຫະກໍານີ້. ໃນຄວາມຖີ່ນີ້, ພາກສະຫນາມແມ່ເຫຼັກໄຟຟ້າສະຫຼັບເຮັດໃຫ້ໂມເລກຸນຂົ້ວພາຍໃນ TPU ພະຍາຍາມ realignment ກັບແຕ່ລະ oscillation: ປະມານ 27 ລ້ານເທື່ອຕໍ່ວິນາທີ. friction ໂມເລກຸນນີ້ຜະລິດຄວາມຮ້ອນທີ່ເປັນເອກະພາບໃນທົ່ວເຂດການເຊື່ອມ, ໃນການໂຕ້ຕອບທີ່ fusion ຕ້ອງການທີ່ຈະເກີດຂຶ້ນ, ໂດຍບໍ່ມີການອີງໃສ່ການນໍາຄວາມຮ້ອນຈາກຫນ້າດິນກັບພາຍໃນ.
ພາຍໃຕ້ການນໍາໃຊ້ພ້ອມກັນຄວາມກົດດັນ pneumatic, ອຸປະກອນການຢູ່ໃນການເຊື່ອມຕໍ່ການເຊື່ອມຕໍ່ໄປຮອດອຸນຫະພູມ fusion ແລະຊັ້ນລວມເຂົ້າກັນໃນລະດັບໂມເລກຸນ. ເມື່ອພາກສະຫນາມຖືກໂຍກຍ້າຍອອກແລະວັດສະດຸເຢັນພາຍໃຕ້ຄວາມກົດດັນທີ່ຍືນຍົງ, ຂອບເຂດຊາຍແດນເດີມລະຫວ່າງສອງກະດານບໍ່ມີໂຄງສ້າງອີກຕໍ່ໄປ - ເຂດການເຊື່ອມໂລຫະໄດ້ກາຍເປັນວັດສະດຸຢ່າງຕໍ່ເນື່ອງດຽວ. ໃນການທົດສອບການດຶງທີ່ທໍາລາຍ, ເຂດນີ້ໂດຍປົກກະຕິມີຈຸດທີ່ຄວາມລົ້ມເຫຼວຂອງຜ້າພື້ນທີ່ອ້ອມຂ້າງໄດ້. ຜົນໄດ້ຮັບນັ້ນແມ່ນມາດຕະຖານການປະຕິບັດສໍາລັບການເຊື່ອມ RF ທີ່ຖືກປະຕິບັດຢ່າງຖືກຕ້ອງ.
Welding 840D High-Tenacity TPU: A Sarrower Margin for Error
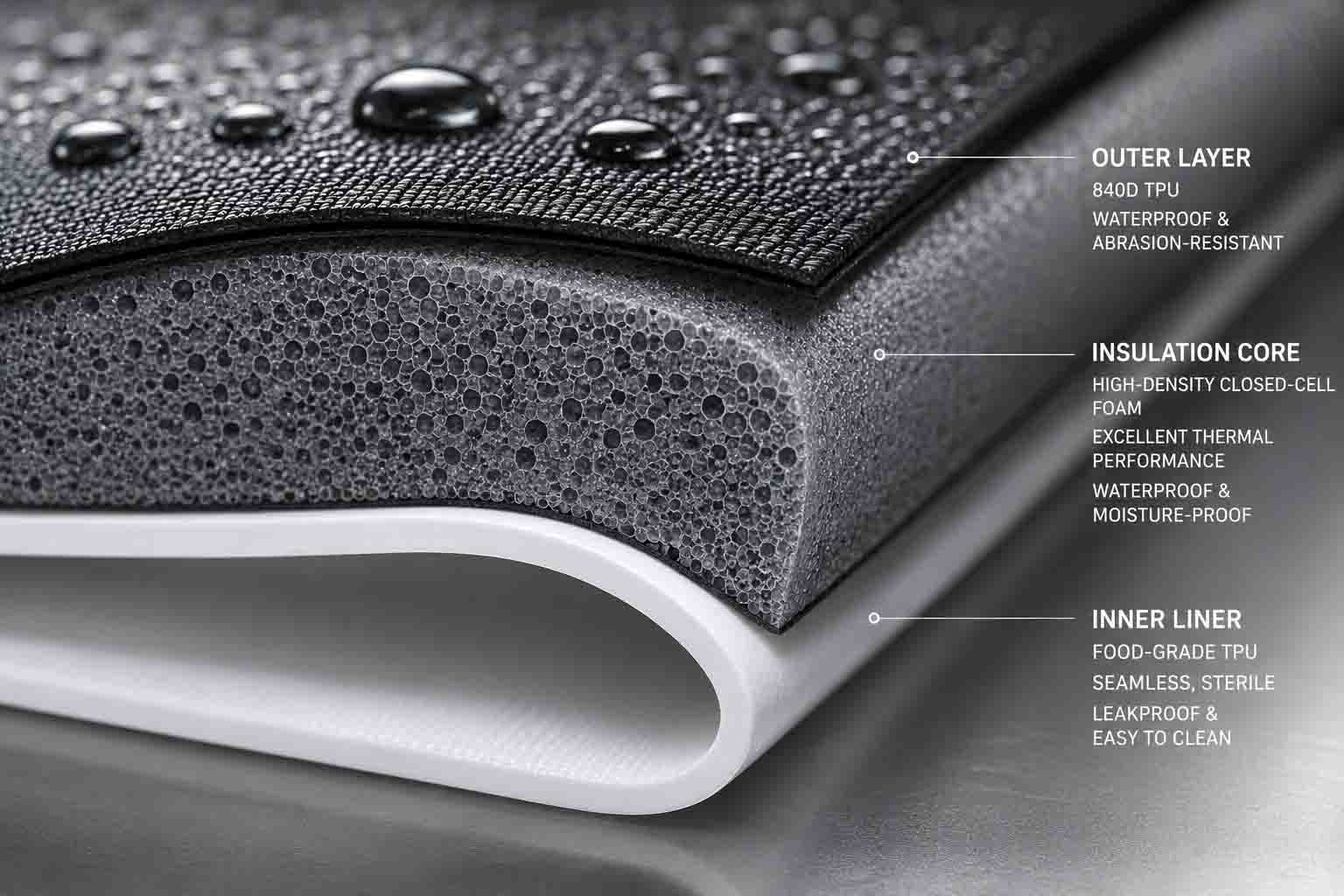
ການເຊື່ອມ RF ເຮັດວຽກໃນທົ່ວລະດັບຂອງ thermoplastics ທີ່ເຂົ້າກັນໄດ້ - PVC, PET, EVA, ຜ້າທີ່ເຄືອບ PU ຕ່າງໆ. ສໍາລັບຄໍາຮ້ອງສະຫມັກກາງແຈ້ງທີ່ໃຊ້ວຽກຫນັກທີ່ຕ້ອງການຄວາມທົນທານຕໍ່ການຂັດແລະຄວາມສົມບູນຂອງໂຄງສ້າງພາຍໃຕ້ການໂຫຼດ, TPU ທີ່ມີຄວາມທົນທານສູງ 840-denier ແມ່ນວັດສະດຸມາດຕະຖານ. ມັນຍັງເປັນຫນຶ່ງທີ່ວາງຄວາມຕ້ອງການຫຼາຍທີ່ສຸດກ່ຽວກັບການປັບຂະບວນການ.
denier ສູງຂຶ້ນຫມາຍຄວາມວ່າມີມວນວັດສະດຸຫຼາຍຢູ່ໃນເຂດການເຊື່ອມ, ເຊິ່ງຕ້ອງການພະລັງງານແມ່ເຫຼັກໄຟຟ້າຫຼາຍເພື່ອເຮັດໃຫ້ອຸນຫະພູມ fusion. ຄວາມຫຍຸ້ງຍາກແມ່ນວ່ານີ້ບໍ່ໄດ້ຫມາຍຄວາມວ່າພຽງແຕ່ປ່ຽນພະລັງງານ. ປ່ອງຢ້ຽມປະຕິບັດການ—ຂອບເຂດລະຫວ່າງພະລັງງານທີ່ບໍ່ພຽງພໍ (ການເຊື່ອມຕໍ່ທີ່ບໍ່ສົມບູນ, ການເຊື່ອມທີ່ຮົ່ວ) ແລະພະລັງງານຫຼາຍເກີນໄປ (ການເຜົາໄຫມ້ອຸປະກອນ, ອຸປະສັກກັນນ້ໍາທີ່ຖືກປະນີປະນອມ) — ແຄບເມື່ອນ້ໍາຜ້າເພີ່ມຂຶ້ນ. ການຕັ້ງຄ່າພະລັງງານທີ່ເຮັດວຽກຢ່າງສະອາດຢູ່ໃນ 420D TPU ອາດຈະສ້າງຈຸດເຢັນໃນ 840D ໃນເວລາຮອບວຽນດຽວກັນ, ໃນຂະນະທີ່ການຕັ້ງຄ່າທີ່ປັບທຽບກັບ 840D ອາດຈະເຜົາໄຫມ້ວັດສະດຸບາງໆໃນຜະລິດຕະພັນດຽວກັນ.
ການຄຸ້ມຄອງອັນນີ້ຮຽກຮ້ອງໃຫ້ມີການປັບທຽບອຸປະກອນການສະເພາະ. ເມື່ອ 840D TPU ເຂົ້າສູ່ສາຍການຜະລິດ - ບໍ່ວ່າຈະເປັນການນໍາສະເຫນີຜະລິດຕະພັນໃຫມ່ຫຼືອຸປະກອນໃຫມ່ຈາກຜູ້ສະຫນອງດຽວກັນ - ຜົນຜະລິດພະລັງງານ RF, ຄວາມກົດດັນຂອງຄວາມກົດດັນ, ແລະໄລຍະເວລາຮອບວຽນຕ້ອງໄດ້ຮັບການກວດສອບກັບອຸປະກອນສະເພາະນັ້ນ: ປະຕິເສດຂອງມັນ, ນ້ໍາຫນັກການເຄືອບ TPU, ແລະການສ້າງຮູບແບບ. ຕົວກໍານົດການເຫຼົ່ານີ້ແມ່ນຢູ່ໃນ SOP ທີ່ເປັນເອກະສານ, ຢັ້ງຢືນໃນຕອນເລີ່ມຕົ້ນຂອງແຕ່ລະການຜະລິດ. ສິ່ງອໍານວຍຄວາມສະດວກທີ່ນໍາໃຊ້ການຕັ້ງຄ່າທີ່ເປັນເອກະພາບໃນທົ່ວນ້ໍາຫນັກຜ້າທັງຫມົດແມ່ນບໍ່ເຮັດວຽກນີ້, ໂດຍບໍ່ຄໍານຶງເຖິງຄວາມສາມາດໃນການອະທິບາຍ.
ສາມຕົວແປຂະບວນການທີ່ກໍານົດຄວາມສອດຄ່ອງຂອງການຜະລິດ
ການທົດສອບຄວາມດັນຜ່ານແບບຕົ້ນແບບກຳນົດວ່າການເຊື່ອມໂລຫະທີ່ຖືກຕ້ອງແມ່ນສາມາດບັນລຸໄດ້. ການຜະລິດທີ່ສອດຄ່ອງຮຽກຮ້ອງໃຫ້ມີການຄວບຄຸມຕົວແປທີ່ກໍານົດວ່າມັນສາມາດຊ້ໍາໄດ້ໃນທົ່ວປະລິມານ.
Die Tooling Precision
ການເຊື່ອມໂລຫະ - ເປັນ electrode ຮູບຮ່າງທີ່ຕິດຕໍ່ກັບວັດສະດຸແລະກໍານົດເລຂາຄະນິດການເຊື່ອມ - ແມ່ນເຄື່ອງຈັກຈາກທອງເຫຼືອງຫຼືອາລູມິນຽມກັບຂະຫນາດທີ່ຕ້ອງການໂດຍຮູບແບບ seam ສະເພາະ. ຄວາມຖືກຕ້ອງຂອງມິຕິລະດັບໃນເຄື່ອງມືນີ້ບໍ່ແມ່ນຄວາມກັງວົນທີສອງ. ພື້ນຜິວຕາຍທີ່ບໍ່ສະຫມໍ່າສະເຫມີເຮັດໃຫ້ເກີດການແຜ່ກະຈາຍຄວາມກົດດັນທີ່ບໍ່ສະເຫມີພາບໃນທົ່ວເຂດການເຊື່ອມ, ເຊິ່ງເຮັດໃຫ້ເກີດຄວາມຮ້ອນພາຍໃນທີ່ບໍ່ສະເຫມີກັນ: ຈຸດເຢັນທີ່ວັດສະດຸບໍ່ຮອດອຸນຫະພູມ fusion ເຕັມແລະຈຸດຮ້ອນທີ່ມັນຮ້ອນເກີນໄປ. ຈຸດເຢັນກາຍເປັນຈຸດລິເລີ່ມຮົ່ວ. ຈຸດຮ້ອນກາຍເປັນພື້ນທີ່ຂອງວັດສະດຸບາງໆທີ່ທໍາລາຍຄວາມສົມບູນຂອງ seam ໃນໄລຍະຍາວ.
Die wear ມີຜົນກະທົບດຽວກັນກັບປະລິມານການຜະລິດ. ພື້ນຜິວຕິດຕໍ່ທີ່ມີຄວາມທົນທານໃນຕອນເລີ່ມຕົ້ນຂອງຂະບວນການຜະລິດໄດ້ເລື່ອນອອກຈາກຄວາມທົນທານເທື່ອລະກ້າວ. ການປະຕິບັດການເຊື່ອມໂລຫະ RF ທີ່ມີຄວາມຮັບຜິດຊອບຕິດຕາມສະພາບທີ່ຕາຍແລ້ວແລະທົດແທນຫຼື recalibrate ເຄື່ອງມືກ່ອນທີ່ຈະສວມຜົນກະທົບຕໍ່ຄຸນນະພາບການເຊື່ອມ - ບໍ່ແມ່ນຫຼັງຈາກການທົດສອບ QC ເລີ່ມຕົ້ນສະແດງໃຫ້ເຫັນອັດຕາການລົ້ມເຫຼວທີ່ສູງ.
ຄໍາຮ້ອງສະຫມັກຄວາມກົດດັນ: ສອງໄລຍະ, ສອງຫນ້າທີ່ທີ່ແຕກຕ່າງກັນ
ຄວາມກົດດັນ pneumatic ໃນການເຊື່ອມ RF ໃຫ້ບໍລິການຫນ້າທີ່ທີ່ແຕກຕ່າງກັນໃນໄລຍະການເຊື່ອມໂລຫະທີ່ມີການເຄື່ອນໄຫວແລະໄລຍະຄວາມເຢັນທີ່ປະຕິບັດຕາມ, ແລະທັງສອງບັນຫາ.
ໃນລະຫວ່າງໄລຍະ RF ທີ່ມີການເຄື່ອນໄຫວ, ຄວາມກົດດັນຮັບປະກັນການຕິດຕໍ່ໃກ້ຊິດລະຫວ່າງຊັ້ນວັດສະດຸໃນການໂຕ້ຕອບການເຊື່ອມ, ເຮັດໃຫ້ໂມເລກຸນ intermingling ໃນຂະນະທີ່ TPU ຮອດອຸນຫະພູມ fusion. ໃນລະຫວ່າງໄລຍະການເຮັດໃຫ້ຄວາມເຢັນຫຼັງຈາກພະລັງງານ RF ໄດ້ຖືກໂຍກຍ້າຍອອກ, ຄວາມກົດດັນຖືເຂດ fused ຢູ່ໃນຕໍາແຫນ່ງໃນຂະນະທີ່ຕ່ອງໂສ້ polymer ແຂງຕົວ. ການປ່ອຍຄວາມກົດດັນກ່ອນທີ່ເຂດການເຊື່ອມໂລຫະໄດ້ເຢັນລົງຢ່າງພຽງພໍເຮັດໃຫ້ວັດສະດຸທີ່ຍັງອ່ອນທີ່ຈະຜິດປົກກະຕິ - ການຜະລິດຄວາມຜູກພັນທີ່ອ່ອນແອລົງແລະຄວາມບໍ່ສອດຄ່ອງຂອງມິຕິຢູ່ທີ່ຂອບເຂດການເຊື່ອມທີ່ກາຍເປັນຈຸດເຂັ້ມຂົ້ນຂອງຄວາມກົດດັນໃນການນໍາໃຊ້.
ການປ່ອຍຄວາມກົດດັນກ່ອນໄວອັນຄວນແມ່ນຫນຶ່ງໃນບັນດາທາງລັດຂອງຂະບວນການທົ່ວໄປທີ່ສຸດໃນການເຊື່ອມໂລຫະ RF ທີ່ມີປະລິມານສູງ, ບ່ອນທີ່ຄວາມກົດດັນທີ່ໃຊ້ເວລາຮອບວຽນສ້າງແຮງຈູງໃຈໃນການດໍາເນີນງານເພື່ອຍ້າຍໄປຫາພາກສ່ວນຕໍ່ໄປຢ່າງໄວວາ. ການເຊື່ອມໂລຫະທີ່ໄດ້ຮັບຜົນມັກຈະຜ່ານການກວດສອບສາຍຕາແລະການທົດສອບຄວາມກົດດັນຕ່ໍາໃນເບື້ອງຕົ້ນ, ຫຼັງຈາກນັ້ນສະແດງໃຫ້ເຫັນອັດຕາການລົ້ມເຫຼວທີ່ສູງຂື້ນພາຍໃຕ້ການໂຫຼດແບບຍືນຍົງແລະການຂີ່ລົດຖີບ flex ຊ້ໍາຊ້ອນຢູ່ໃນພາກສະຫນາມ.
ກຳນົດເວລາຮອບວຽນ
ວົງຈອນການເຊື່ອມ RF ທີ່ສົມບູນດໍາເນີນໃນສາມໄລຍະ: ການກົດກ່ອນ (ຄວາມກົດດັນທີ່ນໍາໃຊ້ກ່ອນທີ່ຈະກະຕຸ້ນ RF, ອະນຸຍາດໃຫ້ວັດສະດຸທີ່ຈະນັ່ງຢ່າງຖືກຕ້ອງຢູ່ໃນຕາຍ), ການເຊື່ອມໂລຫະການເຄື່ອນໄຫວ (RF ພະລັງງານເປີດ, ຄວາມຮ້ອນໂມເລກຸນແລະ fusion ເກີດຂຶ້ນ), ແລະຄວາມເຢັນພາຍໃຕ້ຄວາມກົດດັນ (RF off, ການເຊື່ອມໂລຫະເຂດ solidifying). ແຕ່ລະໄລຍະມີໄລຍະເວລາທີ່ເຫມາະສົມສະເພາະກັບຄວາມຫນາຂອງວັດສະດຸ, ນ້ໍາເຄືອບ, ແລະເລຂາຄະນິດຕາຍໃນການນໍາໃຊ້.
ເວລາເຫຼົ່ານີ້ບໍ່ໂອນລະຫວ່າງວັດສະດຸ. ວົງຈອນທີ່ພັດທະນາສໍາລັບຂໍ້ກໍານົດສະເພາະຂອງ TPU ຈະເຮັດໃຫ້ຜ້າທີ່ຫນັກແຫນ້ນກວ່າການເຊື່ອມໂລຫະແລະມີຄວາມສ່ຽງຕໍ່ການເຊື່ອມໂລຫະທີ່ອ່ອນກວ່າການເຊື່ອມໂລຫະທີ່ໃຊ້ຢູ່ບ່ອນອື່ນໃນຜະລິດຕະພັນດຽວກັນ. ເມື່ອຂໍ້ມູນຈໍາເພາະຂອງວັດສະດຸປ່ຽນແປງລະຫວ່າງການຜະລິດ - ການປະຕິເສດທີ່ແຕກຕ່າງກັນ, ນ້ໍາຫນັກການເຄືອບທີ່ແຕກຕ່າງກັນ, ຊຸດຜູ້ສະຫນອງທີ່ແຕກຕ່າງກັນ - ຕົວກໍານົດການຮອບວຽນຮຽກຮ້ອງໃຫ້ມີການກວດສອບຄືນໃຫມ່, ບໍ່ແມ່ນການສົມມຸດຕິຖານຂອງຄວາມຕໍ່ເນື່ອງ.
ການທົດສອບຄວາມກົດດັນ 1.0 Bar Hydrostatic: ສິ່ງທີ່ມັນຢືນຢັນຕົວຈິງ
ການກວດກາເບິ່ງ seam ກໍານົດຂໍ້ບົກພ່ອງຂອງລະດັບຫນ້າດິນ: ຮອຍບາດແຜທີ່ເຫັນໄດ້, ຊ່ອງຫວ່າງທີ່ຊັດເຈນໃນການຄຸ້ມຄອງການເຊື່ອມ, ການບິດເບືອນຂອງມິຕິລະດັບທັງຫມົດ. ມັນບໍ່ໄດ້ລະບຸເຂດພາຍໃນທີ່ຂາດຟິວ, ຊ່ອງຫວ່າງຈຸນລະພາກຢູ່ໃນສ່ວນຕິດຕໍ່ການເຊື່ອມ, ຫຼືຈຸດເຢັນທີ່ຖືພາຍໃຕ້ສະພາບແວດລ້ອມລ້ອມຮອບແຕ່ເປີດພາຍໃຕ້ການໂຫຼດ. ສໍາລັບຜະລິດຕະພັນກັນນ້ໍາທີ່ມີການຮຽກຮ້ອງລະດັບຄວາມກົດດັນໃດໆ, ການກວດກາສາຍຕາແມ່ນຊັ້ນ, ບໍ່ແມ່ນເພດານ.
ການທົດສອບຄວາມກົດດັນ hydrostatic 1.0 Bar ແມ່ນມາດຕະຖານການກວດສອບສໍາລັບຜະລິດຕະພັນນອກ RF welded ທີ່ຮ້າຍແຮງ. ແຖບຫນຶ່ງແມ່ນສອດຄ່ອງກັບຄວາມກົດດັນ hydrostatic ຂອງຖັນນ້ໍາ 10 ແມັດ - ຢ່າງຫຼວງຫຼາຍເກີນເງື່ອນໄຂການຈົມລົງໃຕ້ນ້ໍາທີ່ຜະລິດຕະພັນກາງແຈ້ງສ່ວນໃຫຍ່ຈະພົບໃນການນໍາໃຊ້ພາກສະຫນາມ, ຊຶ່ງເປັນສິ່ງທີ່ເຮັດໃຫ້ມັນເປັນການທົດສອບຄຸນນະວຸດທິການຜະລິດທີ່ມີຄວາມຫມາຍ.

ຂັ້ນຕອນການ: ຜະລິດຕະພັນສໍາເລັດຮູບແມ່ນ inflated ກັບ 1.0 Bar ຄວາມກົດດັນພາຍໃນແລະບໍ່ວ່າຈະ submerged ໃນນ້ໍາຫຼືຖືພາຍໃຕ້ຄວາມກົດດັນສໍາລັບໄລຍະເວລາທີ່ກໍານົດໄວ້. ສະພາບຜ່ານແມ່ນບໍ່ມີການປ່ອຍຟອງຈຸນລະພາກຈາກ seam ໃດ, ເຂດການເຊື່ອມ, ຫຼືຈຸດປິດ. ຟອງດຽວຊີ້ໃຫ້ເຫັນເສັ້ນທາງຮົ່ວທີ່ຈະຍອມຮັບນ້ໍາພາຍໃຕ້ການນໍາໃຊ້ພາກສະຫນາມໂດຍບໍ່ຄໍານຶງເຖິງຂະຫນາດ. ບໍ່ມີບາງສ່ວນທີ່ຍອມຮັບໄດ້ໃນລະດັບການທົດສອບນີ້.
ສິ່ງທີ່ການທົດສອບຢືນຢັນແມ່ນເກີນກວ່າວ່າຫນ່ວຍງານສະເພາະໃດຫນຶ່ງມີຄວາມກົດດັນໃນຂະນະການທົດສອບ. ຜະລິດຕະພັນທີ່ຜ່ານ 1.0 Bar ໄດ້ຢືນຢັນ fusion ໂມເລກຸນເຕັມໃນທົ່ວທຸກເຂດການເຊື່ອມ, ການຕິດຕໍ່ຕາຍທີ່ຖືກຕ້ອງໃນທົ່ວເລຂາຄະນິດ seam ທີ່ສົມບູນ, ແລະຄວາມເຢັນທີ່ພຽງພໍກ່ອນທີ່ຈະປ່ອຍຄວາມກົດດັນ. ອັດຕາການຜ່ານທີ່ສອດຄ່ອງກັນໃນທົ່ວຂະບວນການຜະລິດແມ່ນຫຼັກຖານຂອງການຄວບຄຸມຂະບວນການ - ບໍ່ແມ່ນການປ່ຽນແປງຂອງຫນ່ວຍງານສ່ວນບຸກຄົນທີ່ເກີດຂຶ້ນກັບແນວໂນ້ມໃນທາງບວກ.
ຄວາມຖີ່ຂອງການທົດສອບແມ່ນຜົນຕາມຄວາມຮ້າຍແຮງຂອງການທົດສອບ. ການທົດສອບຕໍ່ຫົວຫນ່ວຍກ່ຽວກັບຜະລິດຕະພັນ seam ທີ່ສໍາຄັນສະຫນອງການຄຸ້ມຄອງການຜະລິດທີ່ສົມບູນແລະຈັບຄວາມລົ້ມເຫຼວຂອງບຸກຄົນກ່ອນທີ່ຈະສົ່ງ. ການເກັບຕົວຢ່າງ batch ໃຫ້ຄວາມຫມັ້ນໃຈທາງສະຖິຕິໃນຄ່າໃຊ້ຈ່າຍຕ່ໍາແຕ່ອະນຸຍາດໃຫ້ຄວາມລົ້ມເຫຼວຂອງບຸກຄົນຜ່ານ. ໂປໂຕຄອນທີ່ເຫມາະສົມແມ່ນຂຶ້ນກັບຄ່າໃຊ້ຈ່າຍລົງລຸ່ມຂອງຄວາມລົ້ມເຫຼວຂອງພາກສະຫນາມຫນ່ວຍດຽວ - ສໍາລັບຜະລິດຕະພັນທີ່ຮົ່ວໄຫຼເຮັດໃຫ້ເກີດການຮຽກຮ້ອງການຮັບປະກັນແລະການເປີດເຜີຍຍີ່ຫໍ້ທີ່ເປັນໄປໄດ້, ການທົດສອບຕໍ່ຫນ່ວຍແມ່ນຕໍາແຫນ່ງສົມເຫດສົມຜົນ.
ການປະເມີນຄວາມສາມາດໃນການເຊື່ອມ RF: ຄໍາຖາມທີ່ແຍກແຍະຄວາມເຕັມທີ່ຂອງຂະບວນການ
ການປ້ອງກັນການຮົ່ວໄຫລໃນຜະລິດຕະພັນ RF ເຊື່ອມຕໍ່ກັນນ້ໍາແມ່ນຜົນໄດ້ຮັບວິສະວະກໍາ, ບໍ່ແມ່ນການຮ້ອງຂໍການຜະລິດ. ຕົວແປຂອງຂະບວນການແມ່ນເປັນທີ່ຮູ້ຈັກ, ວິທີການຄວບຄຸມໄດ້ຖືກສ້າງຕັ້ງຂຶ້ນ, ແລະໂປໂຕຄອນການທົດສອບທີ່ກວດສອບຜົນໄດ້ຮັບແມ່ນຖືກກໍານົດດີ. ຜູ້ຜະລິດທີ່ມີຄວາມສາມາດທີ່ແທ້ຈິງໃນຂົງເຂດນີ້ຈະອະທິບາຍການດໍາເນີນງານຂອງພວກເຂົາໃນເງື່ອນໄຂສະເພາະເຫຼົ່ານັ້ນ.
ຄໍາຖາມທີ່ຄວນຖາມໃນລະຫວ່າງການປະເມີນຜູ້ສະຫນອງແມ່ນຊັດເຈນ:
ການຕັ້ງຄ່າພະລັງງານ RF ແລະເວລາຮອບວຽນຖືກບັນທຶກໄວ້ແນວໃດຕໍ່ກັບຂໍ້ມູນສະເພາະຂອງວັດສະດຸ, ແລະອັນໃດທີ່ເຮັດໃຫ້ເກີດການກວດສອບຄືນໃໝ່ເມື່ອຊຸດວັດສະດຸປ່ຽນແປງ?
ສະພາບຕາຍຖືກຕິດຕາມແນວໃດ ແລະຖືກປ່ຽນເຄື່ອງມືໃນຂອບເຂດໃດ?
ການທົດສອບ hydrostatic ແມ່ນດໍາເນີນຕໍ່ຫນ່ວຍຫຼືໂດຍການເກັບຕົວຢ່າງ batch, ແລະໃນຄວາມກົດດັນໃດ?
ພວກເຂົາສາມາດສະຫນອງການບັນທຶກການທົດສອບຈາກການຜະລິດທີ່ຜ່ານມາຂອງຜະລິດຕະພັນທີ່ປຽບທຽບໄດ້ບໍ?
ເຫຼົ່ານີ້ແມ່ນບໍ່ແມ່ນຄໍາຖາມທີ່ຍາກສໍາລັບສິ່ງອໍານວຍຄວາມສະດວກທີ່ຄວບຄຸມຕົວແປເຫຼົ່ານີ້. ພວກເຂົາເປັນຄໍາຖາມທີ່ຍາກຫຼາຍສໍາລັບສະຖານທີ່ທີ່ດໍາເນີນການອຸປະກອນການເຊື່ອມໂລຫະ RF ໂດຍບໍ່ມີລະບຽບວິໄນຂອງຂະບວນການທີ່ຢູ່ເບື້ອງຫຼັງ. ຄຳຕອບບອກເຈົ້າວ່າເຈົ້າຢູ່ໃນສະຖານະການໃດ.